The Availability metric is the first element of Overall Equipment Effectiveness (OEE). In Part 1 of this series about Availability, I suggested that to assure the integrity of this metric, we must calculate Availability as total running hours in a year divided by 8,760, and account for all planned and unplanned unavailability that may be equipment, production and/or marketing induced. In Part 2, I went on to address incorrect equipment design, excessive or insufficient preventive maintenance, poorly executed preventive maintenance, and wrong or insufficient inspections and monitoring as equipment-induced causes for unplanned unavailability. (See links to Parts 1 and 2 below.)
Click The Thes Links For Previous Articles In This “Availability” Series
This week, my focus is on the balance of the equipment-induced causes of unavailability: ineffective or inefficient work planning; poorly executed corrective maintenance; MRO supply chain quality; and MRO-supply- chain disruption (Fig. 1).
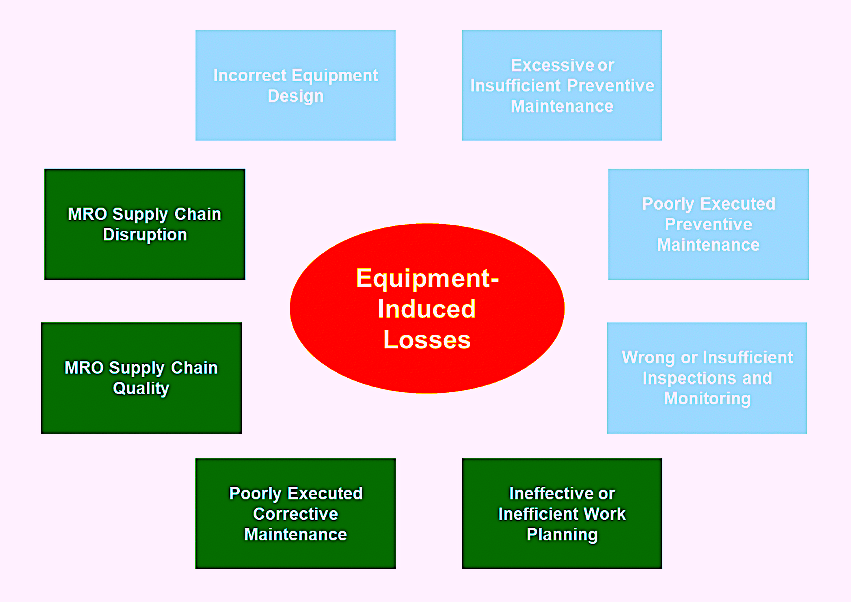
The dark green boxes are addressed in this article.
The light blue boxes were discussed in Part 2 (Sept. 27, 2021).
♦ Ineffective or Inefficient Work Planning. The purpose of maintenance-work planning is to reduce the amount of time equipment is shut down and unavailable to complete maintenance work. It relies heavily on what’s commonly referred to as Front-End Loading (FEL), which involves separating maintenance tasks into internal and external activities. Internal activities are those that can only be done while the machine is shut down. External activities can be done in advance as prep work before the machine is shut down. We try to convert internal activities into external activities and streamline everything as much as possible.
Common external tasks for completing maintenance work include: erecting scaffolding and other pre-work; sourcing, kitting and staging materials required to execute maintenance; sourcing and, in some cases, staging special tools required to complete the work, organizing required labor, including contracted. As part of the FEL process, it’s also common to negotiate with production to gain access to a machine on a specified date and at a specified time. We plan for a machine to be unavailable for a specific amount of time to execute maintenance. If this time is exceeded, the extra time is counted as unplanned unavailability time.
As an example, let’s say we plan to replace the electric motor on a pump and estimate the job will take four hours. We then gain access to the machine with production during a normal production day. If we planned the job well, we’ll complete the repairs and return the asset to production within the estimated 4-hr. period. What happens, though, if our FEL process fails to ensure we have the necessary parts, tools, permits, and/or manpower, and it takes seven hours, not four, to complete the job? In that scenario, we incur four hours of planned unavailability and three hours of unplanned availability.
A poorly planned shutdown, turnaround, or outage (STO) event can be another source of unplanned unavailability. An STO is planned downtime for executing major maintenance work; sustaining capital tie-in project work, asset upgrades; and, in some instances, expanding capital tie-in projects. Because of their complexity, STO events require substantial FEL planning and highly sophisticated scheduling. Poor planning often leads to a decision to either reduce the scope of the STO event or extend its duration. Very poorly planned STOs may suffer schedule overruns of 60% or more. For example, if a major STO is schedule for 10 days, but really lasts 16 days, there would be 240 hours of planned unavailability and 144 hours of unplanned unavailability.
♦ Poorly Executed Corrective Maintenance. Good maintenance is a byproduct of excellent parts and excellent workmanship. When corrective maintenance is executed incorrectly, it sets the stage for repeat failure(s), or rework, and the need to repeat the original corrective maintenance action. Clearly, if a failure isn’t detected and an asset functionally fails, any associated downtime would be categorized as unplanned unavailability. It’s a trickier situation, however, if a potential failure is detected with enough time to plan the corrective-maintenance job. In this instance, If the event occurs in less than a certain (specified) number of days or operating hours, I call it rework and classify the time as unplanned unavailability.
There’s significant overlap in the previously discussed maintenance-planning process and maintenance-execution quality. But even the greatest of maintenance plans will be insufficient if the work isn’t executed properly by well trained, qualified personnel, and, where appropriate, quality-checked by a supervisor or other qualified individual. (At this point, it’s also important to keep in mind that ensuring maintenance-work quality requires us to have the rights parts, in the right condition, available at the right time.)
♦ MRO Supply Chain Quality. Access to high-quality Maintenance, Repair & Operations (MRO) parts are essential to completing high-quality maintenance work. And any parts for a job must be the right parts. They also must also be maintained in top-quality condition. That’s because components and parts can be subjected to several storage-related degradation mechanisms.
For example, chemical-based materials used in hoses, belts, gaskets, O-rings, lubricants, electrical insulation, etc., are subject to shelf-degradation primarily in the form of oxidation. The rate at which this occurs depends on many factors, including exposure to light (especially ultraviolet light); humidity and moisture; solvents and other chemicals; insects and rodents; and, especially, heat. As a rule of thumb, the rate of chemical degradation doubles for every 10-C-degree increase in temperature. Thus, an increase in temperature of 20 C degrees will reduce the life of chemical-based materials by 75%.
Metal parts are susceptible to rust, corrosion, and fretting wear/corrosion. Rust and corrosion occur when parts and components are exposed to chemically active substances like acid, sodium chloride and other electrolytes, and, of course, water. Fretting (sometimes referred to as “false brinelling”) occurs when the mating surfaces of stored components are subjected to low amplitude vibration, which causes highly localized mechanical and corrosive damage.
Components and parts can be protected from rust, corrosion, and fretting damage by storing them in clean, dry environments that are free of chemically active substances, and keeping them away from vibration sources and on vibration isolators. It’s also a good idea to use lubricants and vapor-phase rust and corrosion inhibitors where applicable, e.g., gearboxes. Moreover, stored shafts should be routinely turned to reduce fretting risk.
With all MRO components, parts, and materials, employ First-in, First-out (FIFO) inventory rotation, not a Last-in, First-out (LIFO) approach. It’s also important to ensure that we’re buying from high-quality, reputable suppliers. The price of replacement components, parts, and materials is only the tip of a costly iceberg. Saving a percentage point or two on the purchase prices of components, parts, and materials won’t be worth it, if quality issues produce unplanned unavailability of equipment assets.
♦ MRO Supply Chain Disruptions. MRO-supply-chain disruptions, or stockouts, can be devastating from the perspective of unplanned unavailability. Consider the example of a machine repair that ordinarily would take four hours to complete. If the necessary parts aren’t on hand, four hours of unplanned unavailability could, quite easily, turn into four days or even four weeks depending upon lead times. What’s worse, such scenarios often generate additional costs for expedited purchasing and shipping. (Many suppliers will charge an expediting premium to move buyers to the front of a procurement queue. And expedited shipping, especially air freight, can be quite expensive.)
The above concerns also extend to special tools that must be hired in to complete a maintenance job. What if we need a special high-capacity crane to complete a job and delivery of it is delayed? The waiting time would add to the duration of unplanned unavailability.
CONCLUSIONS
All forms of unavailability are costly in terms of lost production. Unplanned unavailability is particularly costly because the time is no factored into the organizations pro forma profit projections and the compounding effect of repeat failures, waiting on parts, etc. can be devasting. Here, as in Parts 2 and 3 of this series, we’ve addressed equipment-induced causes for unavailability. In Part 4, we’ll discuss production and marketing-induced causes.TRR
REFERENCES
Troyer, Drew (2008-2021). Plant Reliability in Dollars & $ense Training Course Book.
ABOUT THE AUTHOR
Drew Troyer has over 30 years of experience in the RAM arena. Currently a Principal with T.A. Cook Consultants, he was a Co-founder and former CEO of Noria Corporation. A trusted advisor to a global blue chip client base, this industry veteran has authored or co-authored more than 300 books, chapters, course books, articles, and technical papers and is popular keynote and technical speaker at conferences around the world. Drew is a Certified Reliability Engineer (CRE), Certified Maintenance & Reliability Professional (CMRP), holds B.S. and M.B.A. degrees. Drew, who also earned a Master’s degree in Environmental Sustainability from Harvard University, is very passionate about sustainable manufacturing. Contact him at 512-800-6031, or email dtroyer@theramreview.com.
Tags: reliability, availability, maintenance, RAM, metrics, key performance indicators, KPIs, OEE

