
For process pumps that consistently meet high reliability expectations, oil rings are rarely (if ever) the most dependable means of lubricant application. They tend to skip around and even abrade (Fig. 1) unless:
- the shaft system is truly horizontal. However, horizontality is very rarely obtained when shims
are used to obtain shaft centerline alignment. - ring immersion in the lubricant is just right. Consistent depth of immersion can be difficult to
maintain over time. - ring eccentricity is closely controlled. It rarely is, unless stress relief annealing is included
in the various manufacturing steps. - ring bore RMS finish and oil viscosity are maintained within close limits. Viscosities may
change depending on oil temperature and contamination-related oil quality. - shaft-surface velocities are in the acceptable range.

Fig. 1. Oil rings in as-new (“wide and chamfered”) condition on left,
and abraded (worn narrow and now without chamfer) condition on right side.
The various parameters are probably within limits on the pump manufacturer’s test stand and the manufacturer feels exonerated. But, taken together, these parameters are rarely within suitably close limits in actual operating plants. Other vulnerabilities often exist and cause repeat equipment failures.
To avoid premature equipment failure or, alternatively, avoid the need for frequent precautionary replacement of oil rings and frequent lube-oil changes, serious reliability-focused owner-purchasers often specify and select pumps with flinger discs (Fig. 2). The reliability-focused often follow the advice of a then-prominent pump manufacturer whose 1970s-vintage marketing brochures asked buyers to opt for its superior—and we quote here from an advertisement— “anti-friction oil thrower [oil ring] ensuring positive lubrication to eliminate the problems associated with oil rings.”
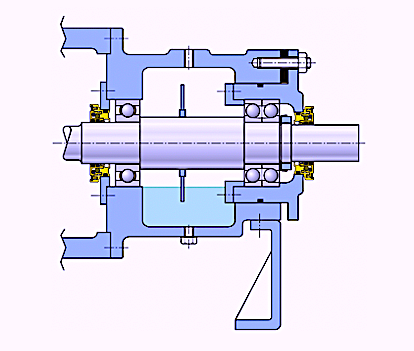
Fig. 2. The bearing-housing bore is slightly larger than the diameter of the steel flinger disc,
making assembly possible. A bearing housing with a cartridge containing the
thrust-bearing set is usually needed to accommodate steel flinger discs.
A flinger disc (oil thrower) can, in fact, serve as an efficient oil-spray producer. Of course, the proper flinger-disc diameter must be chosen, and solid stainless steel flinger materials are generally preferred over plastics.
Insufficient lubrication will result if the disc diameter is too small to dip into the lubricant. Conversely, high friction-induced operating temperatures can result if the disc diameter is too large or if disc contours are left to chance.
Often, and to accommodate the correct flinger disc-diameter, the pump manufacturer will need to mount the thrust-bearing set in a cartridge (Fig. 2). Cartridge-mounted designs will increase pump price slightly, but avoided failures easily make up for the higher incremental cost.
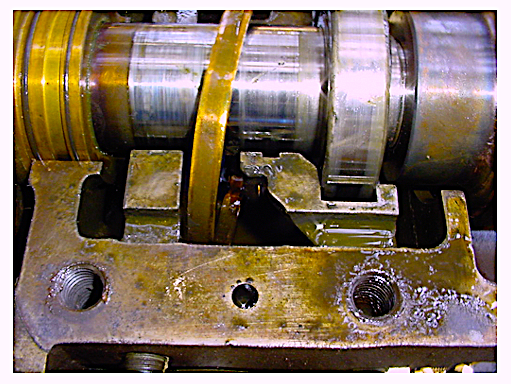
Fig. 3. Wear tracking of both equipment shaft and oil ring should be of interest.
Note how this oil ring contacts housing-internal surfaces. Best-Practice operations
measure and record a ring’s original as-installed and also its after-removal widths.
Keep in mind that it’s important to track wear of the pump shaft and oil ring (Fig. 3). A Best Practice in this regard is to measure and record the original as-installed width of a ring, as well as the after-removal width.TRR
Editor’s Note: Click Here To Download A Full List Of Heinz Bloch’s 24 Books
ABOUT THE AUTHOR
Heinz Bloch’s long professional career included assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. A recognized subject-matter-expert on plant equipment and failure avoidance, he is the author of numerous books and articles, and continues to present at technical conferences around the world. Bloch holds B.S. and M.S. degrees in Mechanical Engineering and is an ASME Life Fellow. These days, he’s based near Houston, TX.
Tags: reliability, availability, maintenance, RAM, pumps, bearings, bearing housings, oil rings, flinger discs, lubrication

