
A standard centrifugal pump will let you down in services handling free-flowing slurries, sludge, and fibrous materials. If used in such applications, a standard centrifugal pump may clog, become vapor-bound, or wear excessively. This is where pumps with fully recessed impellers shine, though (Fig. 1). Their “gentle pumping action” incorporating the vortex principle solves problems in those difficult services.
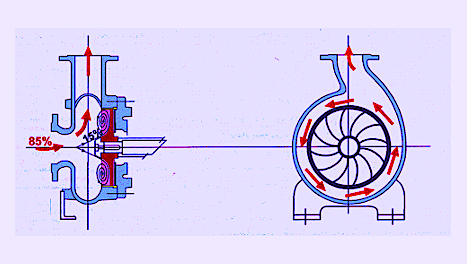
Fig. 1. Operating principle of a radial-discharge, fully recessed-impeller pump
(Source: Emile Egger, Cressier, NE, Switzerland)
In a properly designed pump, only about 15% to 20% of the total fluid throughput makes contact with the fully recessed impeller. These fluid movers are typically available in flow capacities approaching 100 l /sec (~1,600 gpm) and heads ranging to 130 m (~435 ft).
Although recessed impeller pumps have been around since the 1930s, some manufacturers offer recessed impeller pump geometries that have not advanced from their designed-in hydraulic performance for 5 decades. Some of these require the type and frequency of maintenance attention considered acceptable in 1960, but now deserve to be compared to best-available technology.
Several important characteristics and advancements separate one make or design of a recessed impeller pump from another. The differences seem insignificant, but can be distinct. Look at best-available efficiencies, and study user experience, repair frequency, damage probabilities from impact with solids, and spare parts consumption.
How recessed-impeller pumps often differ
Most recessed-impeller pumps rotate the liquid and solids inside the casing until the solids reach a speed at which they exit the casing. This recirculation of solids creates wear in the casing and also increases damage to soft solids. One manufacturer has overcome this problem by designing the casing with an “axial spiral” in the casing. Visualize an automobile tire to represent the basic design of a recessed impeller casing. Cutting the tire at the top and then twisting it yields a spiral. In like manner, the spiral contour in this manufacturer’s recessed impeller pump helps guide solids out of the casing; it prevents solids recirculation.
The manufacturer has demonstrated that this design greatly improves the true overall hydraulic efficiency of the pump. An axial-spiral twist has reduced component wear and damage to solids being pumped. As a further point of interest, the minimum flow capability of a recessed impeller pump is much lower than that of conventional radial-spiral casing design pumps. However, top centerline discharge implies a measure of vulnerability when pumping large and/or hard solids. On rare occasions, a rock may smash through the casing neck. Accordingly, tangential discharge might be viewed as an advantage in such cases.
Some pumps achieve seemingly high hydraulic efficiency by simply letting the impeller edge protrude into the casing. Protruding impellers, of course, limit unimpeded passage of solids through the pump. Advanced designs incorporating axial-spiral design casing internals and fully recessed impellers will have true and effective BEPs around 50% to 60%. Less energy goes into the liquid, and less power is consumed to forward-feed the solids.TRR
Editor’s Note: Click Here To Download A Newly Updated List Of Heinz Bloch’s 24 Books
ABOUT THE AUTHOR
Heinz Bloch’s long professional career included assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. A recognized subject-matter-expert on plant equipment and failure avoidance, he is the author of numerous books and articles, and continues to present at technical conferences around the world. Bloch holds B.S. and M.S. degrees in Mechanical Engineering and is an ASME Life Fellow. These days, he’s based near Houston, TX.
Tags: reliability, availability, maintenance, RAM, pumps, recessed impeller pumps, pumping slurries, pumping sludge, pumping fibrous materials, wastewater treatment

