
Compressed-air systems are an important part of most plant operations. That said, these systems have typically been the most inefficient utility in plants. Even in a well-maintained compressed-air system, to operate a one-horsepower air motor, you generally need seven to eight horsepower of electrical power into the compressor. At higher than typical air pressures, even more electrical power is needed. This article discusses the impact of maintenance-related issues associated with these systems, as well as methods for dealing with that impact through proper maintenance practices.
The overall efficiency of a typical compressed-air system can be as low as 10% to 15%. For example, annual energy costs for a one horsepower air motor versus a one horsepower electric motor, five days per week, two shift operation, $0.05/kWh would be $1,164 for compressed air versus $194 for the electric motor.
Leaks and other maintenance-related issues can have a more serious impact on the energy performance of a facility. A typical plant that has not been well maintained will likely have a leak rate in excess of 20% of the total compressed air production capacity. Proactive leak detection and repair can reduce leaks to less than 10% of compressor output.
In addition to being a source of wasted energy, leaks can also contribute to other operating losses. Leaks cause a drop in system pressure, which can make air tools and other equipment function less efficiently, adversely affecting production. By forcing the equipment to cycle more frequently, leaks shorten the life of almost all system equipment including the compressor package itself. Increased running time also leads to additional maintenance requirements and increased unscheduled downtime, in addition to unnecessary increased compressor capacity.
Since air leaks are almost impossible to see, other means must be used to locate them. The best way to detect leaks is to use an air born ultrasonic detector, which can recognize the high frequency hissing sounds associated with air leaks. These portable units consist of directional microphones, amplifiers, and audio filters, and usually have either visual indicators or earphones to detect leaks. Another simple method, but more time consuming, is to apply soapy water with a paint brush in areas being inspected. Additional methods include smoke sticks, candles, foam, manometers and stethoscopes.
For confirmation of impact, technologies such as Electrical Signature Analysis can be used to measure reductions in consumption in addition to the identification of defects within the compressed air system itself.
CASE STUDY PLANT: CORN MILLER
In 1999, we headed up the University of Illinois’ Energy Resources Center (UIC-ERC) food-processing survey, which included a corn miller located in the central part of the state. During the survey of this facility, several common issues were uncovered, including:
- air-pressure drop from 110 psi to 45 psi in the packaging plant
- air leaks in the fungi and cooking plant
- open blow-off valve in one high-pressure (150 psi) filter
- long lengths of flexible air hose and air hoses in poor condition.
Impacts and measurements associated with these conditions are highlighted here.
Packaging-Line Findings
A number of issues were identified within the compressed-air system at the starch and gluten plant. They included: an air-pressure drop from 110 psi to 45 psi from the compressors to the end of the packaging line, measured at the air regulators; the compressors did not have an opportunity to unload; compressed air was also being used for the plant’s bag houses; and there was no overall compressed air strategy.
Among other things, two 150-hp. electric motors were running in two compressors in the starch and gluten plant. During the course of the study, they were monitored and found to operate at 90kW with one motor, and at 130kW with the other motor. Of those two motors, the first was found to be 73.8% loaded; the second was 106.7% loaded. Both compressors remained online for the 48 hours of monitoring. and the system was found not to unload. Total input power of the compressed air system was found to be 220kW. Due to pressure drops and air demand, the plant planned to install an additional air compressor.
Through a basic walk-through of the compressed-air system, several areas of opportunity were identified: A complete understanding of the system’s demand side seemed to be lacking. The bag-house air lines were not found and traced for air leaks. And there was a significant pressure drop across the packaging line from (100 psi to 45 psi). For the purposes of this article on compressed-air opportunities, we’re focusing on the packaging-line problems, and providing general recommendations for the remaining compressed-air system.
As for the packaging line’s drop in air pressure, during a general walkdown of the line, a number of leaks could be easily heard and felt. The pressure drop had the following estimated impact:
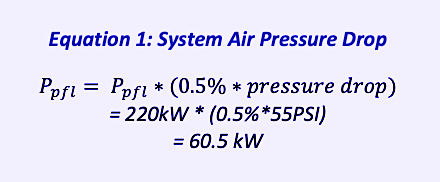
Based on a 0.5% change in demand for every psi, the power required to maintain the pressure drop is 60.5 kW (81hp), which is 27.5% of the compressor load. The pressure drop was found to be a combination of pneumatic controls for the packaging line and air leaks. A system for correcting the existing air leaks went a long way towards correcting the losses on the packaging line. The 60.5 kW potential with the following opportunity assuming a $0.10/kWh and $10/kW demand across 6000 hours per year operation and 95% efficient motors:
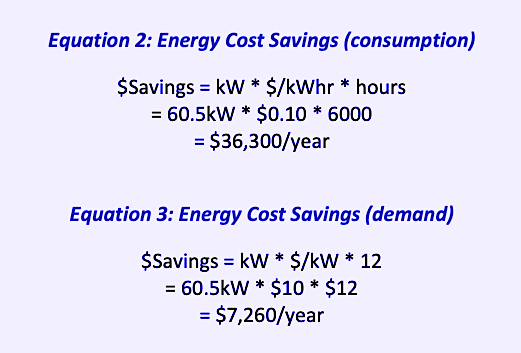
The total potential savings is $43,560 of the actual cost of use, based upon measured motor input of 220kW, which is $158,000 per year, or a potential reduction of 28% of the operating costs and the elimination of the need for a third compressor.
Among the first issues discovered were failed gaskets in the compressed-air lines. One air leak at the compressor end of the production line was estimated to be 3/8 of an inch in size. Other leaks through the system were quickly found audibly. Equations 4 and 5 relate to the losses due to the size of an air leak. Note that there are some online calculators and charts that can be referenced. (Refer to Table I for air-leak-formulae definitions.)
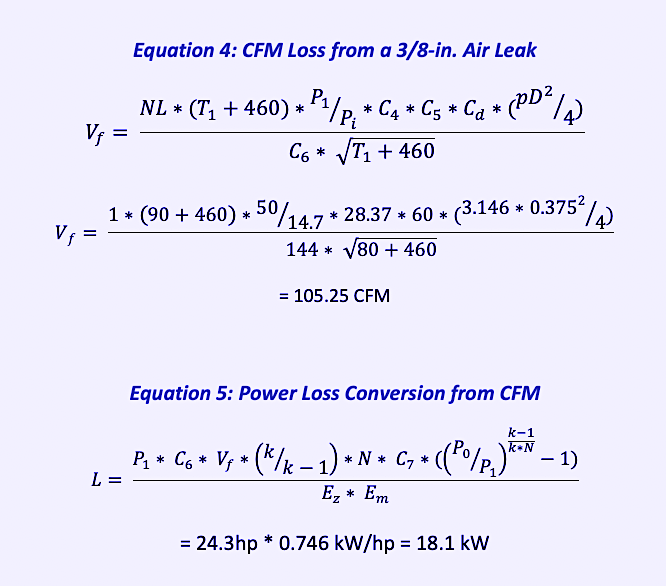
When applied to Equations 2 and 3, the air-leak relates to a cost of $13,032/year.
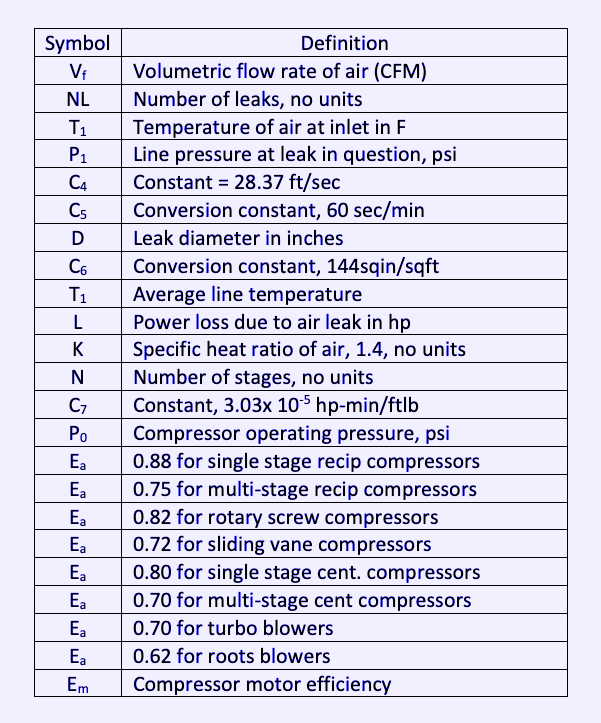
Table I. Air Leak Formulae Definitions
The project team noted that the corn miller could take several other steps before adding compressor capacity, though. They included:
- Increase the capacity of the receiver. This would allow the compressors to load and unload (cycle) improving
overall compressor system life. - Balance the load on the two compressors. One of the compressor motors was 107% loaded and the other was
74% loaded. By balancing the compressors’ load, the life of the more heavily loaded motor (at 107%) and the compressor components on it would increase. - Install surge tanks near the bag houses are served by the compressor system. This would reduce the load on the compressor system, as well as improve the system-line pressure. Without surge tanks in place, air-line-pressure
losses come into play based upon the air-line size and distance, reducing the effectiveness and pressure of air
to the baghouses.
Fungi and Cooking Plant Findings
During the survey of the fungi and cooking plants, three audible air leaks were found in the compressed-air system (two were minor, one was major). These leaks were identified without the use of an ultrasound leak detector.
The source of one these leaks (at the bottom end of one of the fungi tanks) was a ~0.25-in. opening. Using the formulae from this article, this leak put out 140.33 cfm resulting in a 30kW demand and represented $21,600 per year. The source of a second air leak was found to be about the same size. Due to the noise from these leaks, additional hearing protection was required to approach them.
Throughout the first phase of this corn miller study, it was difficult to enter an area immediately below and near the fungi tanks due to the excessive noise. During a second phase, the cause of the noise was identified and determined to be a large separator following a heat exchanger and before the drier on the high-pressure line (150 psi). Based upon the size of the piping, the amount of air, and the position of an open blow-off valve, this opening was conservatively determined to be 0.5 inches at 150 psi. Using the previous formulae, 561 cfm was being lost, accounting for 120 kW demand lost due to the open valve. The total cost, using the numbers in this article, is estimated at $86,400. The primary recommendation for this opportunity was to install an automatic blow-off valve.
Additional Recommendations
Over the course of this site study, additional leaks and opportunities were identified. Here are several recommendations for improving the compressed air system:
- Reduce long lengths of flexible compressed air hose. Areas such as the alcohol storage tanks, as well as several
production areas, had long lengths of flexible compressed air hose. Pressure drops within hose will be significant
and can be avoided by running permanent air lines to equipment that requires compressed air; and putting surge
tanks near equipment that requires a great deal of compressed air to off-set additional line losses. - Replace manual blow-off valves on compressed-air filters and separators with automatic blow-off valves. This
will reduce maintenance requirements and ensure the blow-off valves aren’t maintained in the open position. - Establish a compressed-air strategy that includes a robust inspection and maintenance component.
COMPRESSED AIR MAINTENANCE AND INSPECTION STRATEGY
A basic inspection and maintenance strategy for compressed-air systems emphasizes the following aspects:
- Storage requirements
- Make sure that primary storage is adequate.
- Consider strategic secondary storage for some applications (surge tanks).
- Appropriate uses
- Evaluate each major class of compressed air end-use.
- Check end uses against inappropriate uses.
- Controls
- Periodically work with your equipment service provider to adjust individual compressor controls.
- For systems with multiple compressors, use controls to orchestrate the compressors (sequence).
- Consider flow controllers.
- Leaks
- Acquire the equipment necessary to find leaks.
- Start looking in the right places.
- Learn how to repair leaks.
- Establish a leak-prevention program.
- Maintenance
- Follow the manufacturer’s maintenance guidelines for the compressor and include the system in
your site’s development of a reliability-centered maintenance (RCM) program. - Develop a scheduled or condition-based maintenance program around the compressed air system.
- Follow the manufacturer’s maintenance guidelines for the compressor and include the system in
When reviewing potential compressed air opportunities:
- Develop, then review a block diagram of the system.
- Develop and review system-pressure profiles. Keep in mind that the nameplate horsepower is not always
the true power consumption. Pressure drops across components are important in developing loss and
possible opportunities for improvement. - Develop and review the demand-flow profile. If possible, flows should be measured. If not economically
or physically feasible, use the manufacturer’s equipment rating, or go with a best estimate based upon
compressor loading when the equipment is in service.
CONCLUDING THOUGHTS
The relationship between reliability, maintenance, and production effectiveness cannot be overstated. In this article we provided several examples of the impact of poor compressed-air maintenance practices. While these examples reflected estimated numbers, the actual before and after measurements through implementation were found to be very close. For instance, on the open 150-psi blow-off valve, the valve was closed while inspectors watched kW meters located at the co-generation facility.
Although the actual energy cost numbers for the referenced facility have not been presented here, real numbers for consumption and demand will point to significant impact, in particular with compressed air systems. In fact, in many facilities, even the silent air leaks can justify a majority of an air-leak program, including instruments and personnel.TRR
REFERENCE
Penrose, Howard W, A Novel Approach to Industrial Assessments for Improved Energy, Waste Stream, Process and Reliability, Success by Design Publishing, 1999, Connecticut, USA.
ABOUT THE AUTHOR
Howard Penrose, Ph.D., CMRP, is Founder and President of Motor Doc LLC, Lombard, IL and, among other things, a Past Chair of the Society for Reliability and Maintenance Professionals, Atlanta (smrp.org). Email him at howard@motordoc.com, or info@motordoc.com, and/or visit motordoc.com.
Tags: reliability, availability, maintenance, RAM, electric motors, compressed-air systems, compressed air, energy efficiency

