Albert Einstein may have said it best: “In the midst of every crisis lies great opportunity.” Those words have special meaning in industry today. As with all catastrophic events, the 2020/21 COVID-19 pandemic has demonstrated, once again, how unprepared organizations can be in their responses to crises. Preparedness for catastrophic, possibly once-in-a-lifetime events can, admittedly, be very difficult to achieve. Throughout any given year, however, many smaller crisis-type incidents will occur in plants on a regular basis. Commonly referred to as “uncontrolled shutdown events,” they present maintenance departments with an opportunity to shine.
There are two types of uncontrolled shutdown events. The first type is preventable, and results from deferred equipment maintenance, neglect, or poor first-time repair quality. These shutdown events can be prevented and/or corrected with good planning, scheduling, and improved work quality.
The second type of uncontrolled shutdown event occurs due to non-maintenance-related issues, outside of the maintenance department’s control. These events can include, among other things: utility failure, raw material outage, equipment failure, forced quality control stoppage, and safety-violation shutdown. These events, alongside short-term production controlled shutdown events that can include lunch breaks, shift changovers, Kaizen blitzes, product change-overs and set-ups, early production completion, and the like,represent scheduling-window opportunities that allows the maintenance department to deploy a somewhat special classification of work. I call it “Opportunity Based Maintenance (OBM).”
Implementing an OBM strategy requires an understanding of traditional shutdown maintenance principles. These principles are pared down in scale to produce a micro-shutdown environment any time an OBM window opens.
THE TRADITIONAL SHUTDOWN EVENT
A traditional shutdown occurs when a company closes its doors or a section of the plant for up to two weeks or more. This type of event involves meticulous planning and scheduling, usually up to 12 months in advance of the shutdown.
Advanced project-planning skills are required to successfully manage the substantially increased resources, i.e., specialty labor, tools and equipment, non-stock, one-time, and spot buy inventory purchases, brought onto site prior to and throughout the often hectic shutdown period.
Larger organizations often employ special shutdown-scheduling software in these events. That powerful software is capable of ad-hoc dynamic scheduling and “what-if” type scheduling of resources to run the event on a minute-by-minute basis. (Coincidentally, the same type of software is now available, at a reasonable cost, for regular maintenance scheduling.)
A traditional shutdown event follows the 6-step process shown below (Fig. 1).

Fig. 1. Traditional Maintenance-Shutdown process-flow diagram.
Step 1 – Identify Work Scope: The shutdown-event timeframe is fixed on the calendar and advertised to all departments, which will then schedule their regular work around the stated timeframe. All maintenance-project work requests, no matter how big or small, are solicited and compiled by facility requirements, utilities, production line, and individual equipment/macinery assets. A pre-event work-request submission deadline is set in place to allow planners and schedulers enough time to put resource, materials, job plans, and schedule in place prior to the event.
Step 2 – Identify Resource Requirements: Meetings are held with the work requestors to analyze requirements and map out work scope. Internal-resource capability is assessed against the total requirement, so that an external resource requirement can be compliled. Once that’s done, early negotiations with external-resource providers and specialty-equipment suppliers can commence.
Step 3 – Plan Work: A milestone-project-schedule framework is drawn up to allow preliminary assignment of roles and responsibilities. Preliminary work orders are developed with job plans, detailed work instructions, and time estimates to provide an accurate assessment of resource needs. At this point, laydown areas for tools and parts can be determined.
Step 4 – Schedule Work: A detailed project schedule, based on work priority, resource commitments, and critical-path schedule is developed for the shutdown period. All work orders are then downloaded from the CMMS into the shutdown-scheduling software. The schedule is reviewed internally and updated. Resources are then scheduled for site and work execution.
Step 5 – Work Execution: Specialized equipment is brought on to the site and erected as required on the eve of shutdown. When shutdown work commences, the impact of any problem or work quality issue is quickly assessed in the dynamic scheduling software and dealt with immediately. Schedule changes are conveyed immediately to all concerned parties.
Step 6 – Post-Shutdown Follow-Up: The plant resumes normal production and startup problems are addressed. Shutdown-work quality is assessed, and the experience is reviewed for improvement strategies that can be employed on the next shutdown.
Although there are many genuine reasons for executing a planned shutdown maintenance event, it can foster an unwanted deferred-maintenance approach that, if not kept in check, can be detrimental to the plant. This is caused when maintenance is forced into, or chooses to defer a root-based maintenance repair and, instead, performs a band-aid repair that allows the equipment to operate in a permanent limp-mode until shutdown occurs. This preventable behavior can also cause rapid wear and accelerated failure of secondary related components, which, in turn, will necessitate additional work during the shutdown period while the equipment is out of commission.
When analyzing shutdown projects using Failure Modes and Effects Analysis (FMEA) principle, we would probably find that much of the project-work root causes of failure were totally predictable and preventable. We might also find that such causes and failures could be traced back to a deferred /reactive maintenance policy.
Increased production targets, increased quality requirements, and reduced resource levels all combine to force a company to work smarter. Ultimately, smarter means taking advantage of that precious and rarest of all resource/commodities: time. We can always buy additional labor and equipment, but time is constant and must be managed.
Reducing or stretching the shutdown frequency (changing from Annual to Bi-annual frequency) or eliminating the traditional shutdown will deliver increased manufacturing capability. But taking advantage of the time opportunity presented by smaller uncontrolled shutdowns and daily controlled ones opens up many time opportunities to leverage our traditional shutdown planning/scheduling skills and perform OBM.
THE OPPORTUNITY BASED MAINTENANCE SHUTDOWN EVENT
An OBM shutdown can be either a non-controlled event, or a short-term, controlled, planned event. Short-term events can be scheduled on a regular basis (daily, weekly, monthly), or on an ad-hoc basis (Fig. 2).
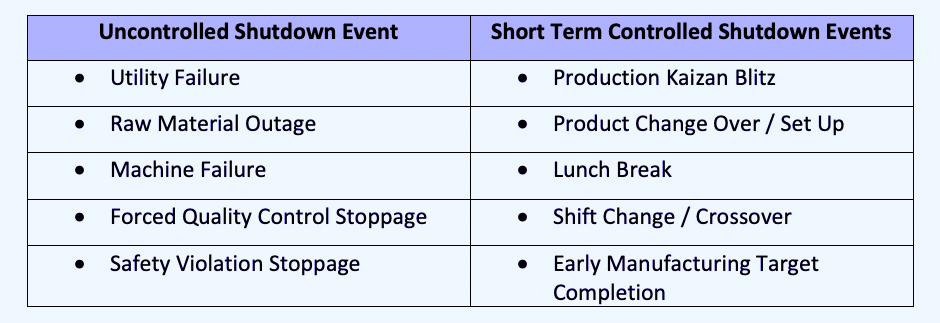
Fig. 2. Typical uncontrolled and short-term controlled shutdown events.
Implementing OBM to take advantage of these short-duration events requires skills similar to those employed in a traditional shutdown, but with with a slightly modified approach (Fig. 3).

Fig. 3. Opportunity-Based-Maintenance (OBM) process-flow diagram.
Step 1 – Identify Work Scope: The fundamental difference between the traditional and OBM approaches lies not only in the duration of the event, but also in the way work scope is identified. Opportunity-Based Maintenance takes advantage of much smaller time windows. Therefore, the planner must scope out proactive-work tasks that can be scheduled immediately; jobs that can be completed using only one maintainer; and jobs with durations that can be scheduled in increments of 15 minutes, 30 minutes, 1 hour, and up to a maximum of 2 hours. The scope of work that can be included in an OBM approach includes:
-
-
- manual lubrication
- oil/filter change
- equipment clean-up
- laser alignment of rotating equipment
- uitility system leak checks (steam, compressed air, water)
- instrument calibration
- wear checks
- oil-analysis sampling
- belt replacements.
-
Note: all of those jobs can be pre-planned and have their parts pre-staged in an OBM parts crib.)
Companies operating in a Total Productive Maintenance (TPM) environment can choose to build tasks for both maintenance and operators. The scope of work will depend greatly upon the type of operation and proactive maturity of the organization. Identifying and actioning on an OBM opportunity will require a unified approach between Maintenance and Production staff to put processes and procedures in place for these events.
Step 2 – Prepare Job Plans: With scope of work determined, the planner can build the OBM job plans within the asset management system, or computerized maintenance- management system (CMMS). The job plan must include the following:
-
-
- an objectively written step-by-step check-off list
- type of maintainer qualified to perform task
- any required permits (confined space)
- tools requirement, including cache location
- parts requirement, including cache location
- task duration (time estimate to pick up parts and tools,
complete task, and cleanup workplace).
-
Once completed, the job plan is stored in a dedicated OBM job bank in the CMMS. An OBM work-order type can then be initialized within the system to easily track OBM event history.
Step 3 – Prepare OBM Inventory: Once OBM parts and tools requirements are known, a number of dedicated, staged, cache inventories can be set up and strategically placed throughout the production area. Clean-up tools can be kept at each production line and managed through a 5S type program. At the point, the OBM program is ready to be put in to action at the next opportunity.
Step 4 – Activate Opportunity Maintenance Process Loop: Whenever a Non-Controlled shutdown event occurs, the Opportunity Maintenance Loop is invoked (Fig. 4). The opportunity is recognized as an OBM window and immediately reported to the maintenance manager or planner with a shutdown-time estimate. The planner quickly assesses labor-resource availability, activates the opportunity job bank, and matches the appropriate resource to a job plan that’s achievable within the estimated time window.
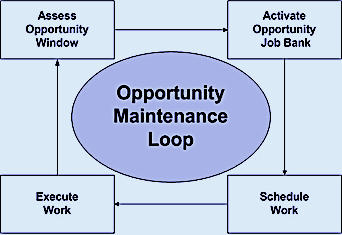
Fig. 4. The Opportunity Process Loop.
The maintainer is dispatched with the work order and picks up the necessary parts and tools at the appropriate staging area, then proceeds to execute the work task. Once the task is completed, the maintainer reports back to the planner with an assessment of any remaining window of opportunity. If time permits and an appropriate task can be matched, the planner activates the Opportunity Maintenance Loop process once again.
CONTINGENCY PLANNING
Unavoidable uncontrolled shutdown events, such as loss of electrical power, for example, will require contingency planning if OBM is to take place. Plants with no electrical power and no emergency backup generators on-site can provide a basic ability to perform OBM by acquiring small, portable gas generators. Other contingency items include portable battery-operated floodlight systems and battery-operated power tools. Again, these tools can be cached in a dedicated storage or staging area.
THE FINAL WORD
The ultimate objective of any Maintenance or Production department is to eliminate all avoidable uncontrolled and controlled internal shutdown occurrences. Through the employment of an Opportunity-Based-Maintenance strategy, combined and managed with an engineered proactive-maintenance program (complete with contingency planning for unavoidable uncontrolled shutdown events), a company is better able to maximize its full performance potential.TRR
ABOUT THE AUTHOR
Ken Bannister has 40+ years of experience in the RAM industry. For the past 30, he’s been a Managing Partner and Principal Asset Management Consultant with Engtech industries Inc., where he has specialized in helping clients implement best-practice asset-management programs worldwide. A founding member and past director of the Plant Engineering and Maintenance Association of Canada, he is the author of several books, including three on lubrication, one on predictive maintenance, and one on energy reduction strategies, and is currently writing one on planning and scheduling. Contact him directly at 519-469-9173 or kbannister@theramreview.com.
Tags: reliability, availability, maintenance, RAM, asset management, uncontrolled shutdown events, workforce issues, planning and scheduling, COVID-19

