
Needless to say that there are significant differences between the storing of a home sewing machine and the preserving of a surplus commercial airliner. We remind readers that this article is focusing on the storage-preservation of machines found in modern industry. Of these machines, the number of electric motors far outweighs even pumps, the next largest category of rotating equipment. Note that the following guidance pertains strictly to “old style” protection of several major categories of equipment in places where oil-mist protection (a better, more advanced solution) is unavailable.
Editor’s Note:
This article is based on a chapter in the author’s book
“Optimized Equipment Lubrication, 2nd Edition, 2021;”
De Gruyter, Berlin/Boston, (ISBN 978-3-11-074934-2).
Additional chapters will be highlighted on this website in the future.
♦ STEPS FOR SMALL ELECTRIC MOTORS & SIMILAR MACHINES
Usually, grease lubrication is found on small motors, and the bearing style can be discerned from code letters on the motor’s nameplate. However, not all motor manufacturers use the same letter code for their bearings. The Internet is a valuable source of information, as are the marketing departments of the different motor OEMs. While the following procedures can be considered typical, it would be wise to confirm their applicability to specific motors with the units’ respective manufacturers prior to implementation. Still, for traditional, often uneconomical means of preservation for small motors and similar machines, it’s good to keep these 11 steps in mind:
1. If the code letters indicate sealed bearings, they have been provided with lifetime lubrication and cannot be regreased. 2. Unless it’s possible to connect to an oil-mist line, disregard the oil-mist labels at all of the four locations shown in Fig. 1
3. At the two bearing-housing lube outlet ports, connect pipes or tubes exactly as shown in Fig. 1. Unless connected to a closed oil-mist system, these ports will always remain open, when the equipment is in storage and in actual operation.
4. Thread grease fittings (also known as grease nipples or Zerk fittings) into each of the two bearing- housing inlet ports.
5. When relubricating bearings in operation, use the exact type of electric motor (EM) grease that was previously supplied with the motor and apply it with a grease gun.
6. Slowly apply grease to the two inlet Zerk fittings until the grease oozes from the horizontal pipe or tubing portion at each of the two outlet ports.
7. When new grease arrives and falls out, discontinue the grease application.
8. With heavy-duty pliers, squeeze the two open outlet ports into oval shapes with minor diameter openings (about 0.100′). The grease in the horizontal pipe or tubing will become a plug that prevents dirt or water vapor from reaching the bearing.
9. Do not rotate the motor while it is in storage, and do not regrease the motor, regardless of storage duration.
10. In stored motors, seal the shaft openings with silicone rubber caulking. Choose a dark silicone color, (like black) to discourage pilfering.
11. Coat all exposed machine surfaces with product C.
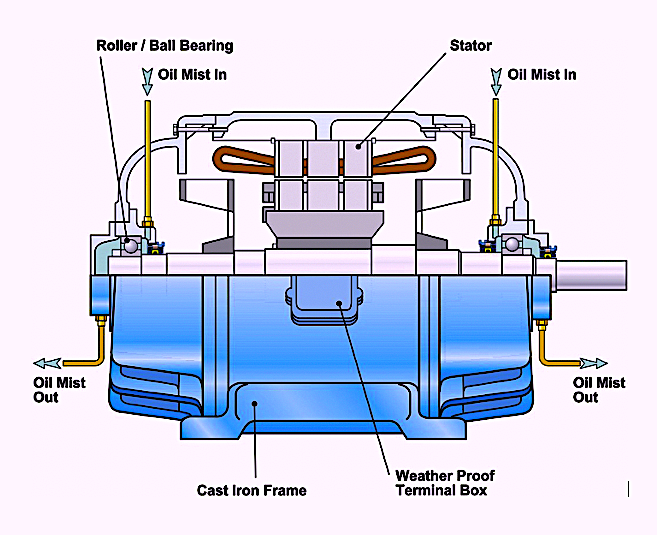
Fig. 1. Small motors are almost always provided with rolling element bearings.
Oil mist is introduced between the magnetic seals and their adjacent bearings.
(Source: AESSEAL Inc., Rotherham, UK; and Rockford, TN).
Relating Bearing Construction to “Leave Alone” Strategies
As noted in the above list of steps, electric motors should not be periodically regreased while in storage, regardless of storage duration. The reasons for this become clearer when looking at typical ball bearings in their respective housings. Suffice it to say here, bearings can differ from each other in various ways, and incorrect regreasing (i.e. regreasing while stored) can do damage.
Therefore, giving bearings uniform storage protection by sealing them off (and not first filling them with grease) is a sensible preservation strategy. However, such sealing off (done by simply leaving the motor and its bearings alone, except for placing a bead of caulk around the shaft opening at the motor end plate) is not as trustworthy as oil-mist blanketing. With blanketing, oil mist reaches and protects every interior surface of the bearing housing. Oil mist intruding into the motor windings is of little consequence.
An examination of proper motor lubrication illustrates that, unless the same style of bearing is used on all electric motors in a plant, there is no substitute for following a proper work-execution procedure. This procedure will differ for different styles of bearings. Good supervision and experience-backed lubrication management prevent failures and generate higher profits. But, again, for storage preservation of electric-motor bearings in situations where oil mist is not palatable for reasons we cannot really fathom, try to follow the recommendations in conjunction with Fig. 1.
♦ STEPS FOR LARGE ELECTRIC MOTORS
Assuming that a large motor has sleeve bearings, these are the six steps for “old style” storage preservation (i.e., traditional as opposed to state of the art):
1. Blank (i.e., insert blind) the oil return line.
2. Seal the shaft openings with silicone rubber caulking and tape.
3. Fill the bearing housing with product B.
4. Install a valved and standpipe so that the inlet is higher than the bearing’s housing.
5. Coat all exposed machine parts with product C.
6. Do not rotate the motor shaft.
♦ STEPS FOR GEARBOXES
For gearboxes, “old style” storage-preservation procedures are as follows:
1. Fill the gearbox and piping with oil containing product B.
2. Plug all vents and allow space for thermal expansion.
3. Apply product C to the shafts and couplings.
4. Tape the locations where the shaft protrudes through the casing or housing.
5. Install a valved pipe (meaning a valve placed on top of a vertical pipe) on the casing, which will serve as a filler pipe for adding oil to the fill casing.
6. On gear-speed reducers, manually turn the input shaft a sufficient number of turns to allow the output shaft to make least three full turns. Do this every 3 months, and also re-tape all locations where shafts protrude.
7. On gear-speed increasers, manually turn the output shaft a sufficient number of turns to allow the input shaft to make at least three full turns. Do this every 3 months, and also re-tape all locations where the shafts protrude.
♦ STEPS FOR CENTRIFUGAL (DYNAMIC) PLANT AIR COMPRESSORS & BLOWERS
These “old style” preservation procedures apply to centrifugal compressors, dynamic plant air compressors and blowers:
1. Purge the compressor’s casing of hydrocarbons, unless dealing with a helium or other inert gas compressor.
2. Flush the unit’s internals with solvent to remove heavy polymers.
3. Consider pressurizing the casing with nitrogen or oil mist. If this is not possible, continue with next Steps, 4 through 11.
4. Fill the casing and all bearing housings with product A. Circulate product A through the entire system for 1 hour.
5. Blank or blind oil return the header.
6. Seal the shaft openings with silicone rubber caulking and then tape.
7. Fill the compressor’s bearing housing with product A and run the turbine-driven oil pump at a reduced speed for a period of at least 1 hour.
8. Fill the oil console with product A.
9. Fill the compressor with nitrogen when it is at an ambient temperature. Turn off all heat tracers.
10. Coat all exposed machine parts, including couplings, with product C.
11. Tape all shaft protrusions. Repeat this step after periodically turning the shafts.
♦ STEPS FOR LUBE- AND SEAL-OIL CONSOLES & CIRCULATING-OIL SYSTEMS
The following “old style” preservation procedures are applicable to lube- and seal-oil consoles and circulating-oil systems.
1. Install a filler pipe in the reservoir vent or replace the breather with a standpipe. Then, fill the entire reservoir volume with product A. Affix an elbow to the top of the filler pipe to prevent birds from entering and place, fasten and secure a trans- parent, wide mouth plastic bottle over the opening.
2. Circulate product A throughout the piping system. Open and close the control and bypass valves so the oil will reach and coat all piping and components. Circulate for 1 hour. Vent the trapped air from all components and high points.
3. Block in filters and coolers. Fill with product A and allow a small space for thermal expansion. The water side of coolers should be drained and air-dried. Plug all vents. Lock all drain connections in a slightly open position.
4. Fill the reservoir or tank with product A. Blind or plug all connections to the reservoir or tank, including the vent stack.
5. Coat any exposed shaft surfaces and couplings of lube oil pumps with product C.
6. Tape any exposed shaft surfaces on the lube and seal oil pumps.
♦ STEPS FOR RECIPROCATING COMPRESSORS
The “old style” preservation process for reciprocating compressors is as follows:
1. Purge all compressor cylinders of hydrocarbons.
2. Blank or blind the compressor suction and discharge.
3. Fill the crankcase, cooling water jacket, and valves with product B. Install a valved standpipe, allowing space for thermal expansion.
4. Coat all exposed machine parts with product C.
5. Top-up the level of product B in the cooling water jacket.
CONCLUDING THOUGHTS
This week’s article has outlined proven, non-oil-mist-related storage-preservation practices for several categories of plant equipment. Keep in mind that while these “old style“ procedures are effective, they are rarely, if ever, the most desirable approach to long-term storage preservation of plant machines. To be clear, not following advanced oil-mist-related best practices may prevent sites from reaching their potential.
Next week’s article for The RAM Review will focus on strategies for short-term-equipment storage preservation.TRR
Editor’s Note: Click Here To Download A Full List Of Heinz Bloch’s 24 Books
ABOUT THE AUTHOR
Heinz Bloch’s long professional career included assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. A recognized subject-matter-expert on plant equipment and failure avoidance, he is the author of numerous books and articles, and continues to present at technical conferences around the world. Bloch holds B.S. and M.S. degrees in Mechanical Engineering and is an ASME Life Fellow. These days, he’s based near Houston, TX.
Tags: reliability, availability, maintenance, RAM, electric motors, pumps, centrifugal air compressors, blowers, reciprocating compressors, gearboxes, lube-oil consoles, seal-oil consoles, bearings, circulating-oil systems, bearing housings, lubrication, lubricants, oil mist

