
In my last article for The RAM Review (Sept. 5, 2020), I discussed the relationship between an organization’s asset-management performance per ISO 55000 within the context of its environmental performance and certification per ISO 14000. This week, I’m expanding on that theme through a deeper dive into ISO 14000, with a particular focus on ISO 14040, Environmental management — Life cycle assessment — Principles and framework; and ISO 14044, Environmental management — Life cycle assessment — Requirements and guidelines. These are the two standards for evaluating the environmental impacts of a product or process across its entire life cycle.
Figure 1 (Ref: ISO 14040) illustrates the life-cycle-assessment scope, which includes elementary flows of energy, materials, water, etc., and other systems pertaining the flow of products. Inside the system boundary are the acquisition of raw materials, production processes required to convert the raw materials into a product (which can be a service life of electricity), the use of the product, recycling or reuse of materials, and, ultimately, the management of waste that can’t be reused or recycle at the end of life. Energy and transport are omnipresent throughout the lifecycle. Clearly, for asset managers in manufacturing and process plants (meaning most readers of The RAM Review), the production portion of the life cycle is of greatest interest. The production portion also has the closest ties to ISO 55000.
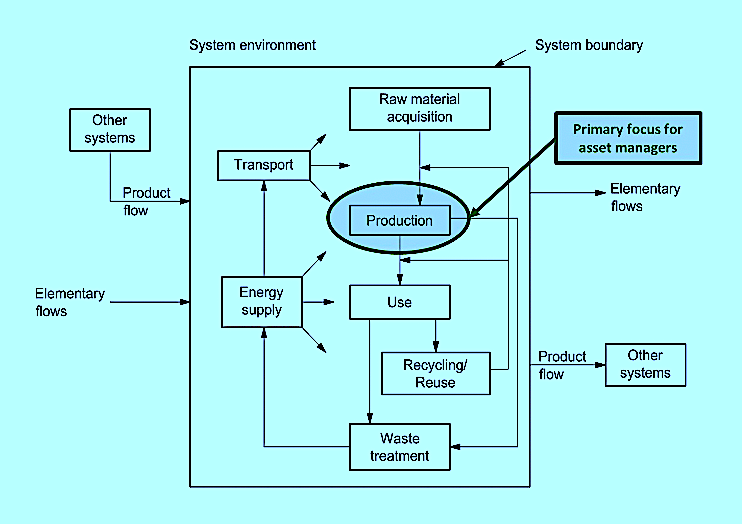
Fig. 1. General concept illustration for environmental-life-cycle assessment w/ asset-management role highlighted.
(Ref: ISO 14040-2006; Environmental management — Life cycle assessment —Principles and framework)
CONDUCTING LIFE-CYCLE ASSESSMENTS
The process for conducting a life-cycle assessment, according to ISO 14040/ISO 14044, includes the following four phases:
♦ The goal and scope definition
♦ Inventory analysis
♦ Impact assessment
♦ Interpretation – relative to the following goals:
→ Product development and improvement
→ Strategic planning
→ Public-policy making
→ Marketing
→ Other
People who specialize in environmental-life-cycle assessment employ a range of specialized software tools and standardized databases when considering inventories and impacts. These databases provide standard numbers for determining, say, the impact of making, shipping, and using a kilogram of steel; the generation of 1,000 kWh of electricity; the production and refining of 100 liters of diesel fuel; etc.
Based on the current form of ISO 14040/14044, I believe “asset management” fits into the “other” category for the purpose of interpretation, because we in the asset-management arena focus primarily on the “production” phase of the product life cycle. This is especially true of anyone who is proactively managing the health of plant-equipment impact, energy consumption, and materials use associated with the create/acquire, utilize, maintain, and renew/dispose stages of the asset life cycle, as specified by ISO 55000.
For example, referring to Table I, suppose that we have a belt-driven asset powered by a 500-kW electric motor that runs 8,000 hours per year, at 90% of the motor’s continuous rating level. By checking with a strobe light, we determine there’s 8.21% of belt slip in the machine. Comparing this to a best-practice percentage of < 2%, we have 6.21% of excessive belt slip. In other words, we’re losing more than 46 rpm to parasitic friction. We’re also paying to energize these rpms, but not getting any production from them.
At first glance, those amounts of belt slip and friction losses might seem trivial. However, over the course of a year, our hypothetical plant would be wasting nearly 224,000 kWh of electricity on one machine alone. In terms of dollars, assuming an energy cost of $0.06/kWh, we’re wasting $13,414 annually. If the parasitic frictional losses were remedied, that $13,414 would go straight to the bottom line.
From an environmental perspective, the parasitic loss of nearly 224,000 kWh of electricity produces about 158 metric tons (MT) of CO2-equivelent per year. Assuming a $50 per MT social cost of carbon (SCC), the environmental impact is $7,903 per year. Mind you, we’re talking about ONE MACHINE here, not an entire plant. The good news is this calculation shows we can save money by reducing our environmental footprint. That’s a true win-win!
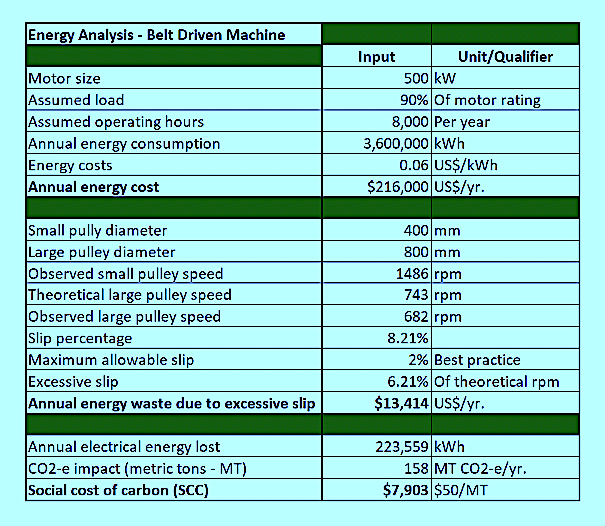
Table I. Summary Energy and Environmental Analysis for a 500-kW Belt-Driven asset.
Managing our equipment proactively through improved installation practices, lubrication practices, management of vibration sources, management of heat, and the like, helps us extend the life of the equipment. Often, the life-extension opportunity is quite significant.
The life-cycle impact of a bearing, gear drive, V-belt, etc., can be ascertained quite easily. (In fact, many of your suppliers may have already completed environmental-life-cycle assessments for their products.) In turn, by extending the life of the equipment with proactive maintenance and operating practices, it’s relatively simple to quantify beneficial environmental impacts, sometimes called your “environmental handprint.”
BOTTOM LINE
Climate change is a real threat to humanity. Most people are interested in seeing adverse environmental impacts reduced. The manufacturing and process industries are major consumers of energy and materials. Incorporating environmental-life-cycle assessment into our asset management strategies and tactics is a win for production uptime, profitability, and the environment. That’s the asset-management trifecta.TRR
ABOUT THE AUTHOR
Drew Troyer has 30 years of experience in the RAM arena. Currently a Principal with T.A. Cook Consultants, he was a Co-founder and former CEO of Noria Corporation. A trusted advisor to a global blue chip client base, this industry veteran has authored or co-authored more than 250 books, chapters, course books, articles, and technical papers and is popular keynote and technical speaker at conferences around the world. Drew is a Certified Reliability Engineer (CRE), Certified Maintenance & Reliability Professional (CMRP), holds B.S. and M.B.A. degrees, and is Master’s degree candidate in Environmental Sustainability at Harvard University. Contact him directly at 512-800-6031 or dtroyer@theramreview.com.
Tags: reliability, availability, maintenance, RAM, environmental sustainability, sustainable manufacturing, energy efficiency, safety, climate change, sustainable investment, sustainability performance, ISO 55000, ISO 14000, ISO certification

