“XYZ” (obviously not his real initials), a manager for “MPP,” whose products are process pumps, told me his company was working on the thrust chamber design for their new horizontal pump. I was interested because millions of process pumps would benefit from improved lubricant delivery and better bearing housings. So, six years ago, I was pleased to respond to XYZ’s request for comment.
MPP’s new pumps were to operate with speeds varying from about 1,800 rpm to 4,200 rpm (the typical operation was 3,600 rpm). The goal was to design a “ball-bearing thrust chamber” that could handle up to 10,000 lbf (44,482 N) of axial load. The company was considering three angular-contact (7315) ball bearings to achieve this—for a process pump—unusually high load capacity. The inboard bearing could either be a typical deep-groove radial, or an angular contact type to handle any minor short-duration reverse thrust action in the normally inactive direction.
XYZ’s five questions related to lubrication, followed by my answers to each in blue italicized type, are provided below.:
- “Would a flinger disc provide enough lubrication to the third bearing if one were to maintain the oil level below the lowermost rolling element?”
Because I know end-users’ mode of operating and maintaining pumps, I hesitated to recommend triple angular-contact bearing sets (see Ref. 1) for MPP’s new horizontal process pump. I thought of the user-purchaser’s hard-pressed reliability technicians and envisioned them trying to ascertain and supervise the proper installation of matched-bearing triple sets. Their first hurdle would be having to explain their cost to the company’s future GVPMSCM (Global Vice President of Modern Supply Chain Management). For a certainty, triple bearing sets mandate the expenditure of much more than the customary training and educational effort (or maintenance money) presently allocated to pumps at most plants. - “We are considering raising the oil level to mid-point on the lowermost rolling element in the triple-row bearing.Would a flinger disc provide enough “splash” to cool the oil?”
A correctly designed and properly immersed flinger disc will do that. However, with the oil level reaching the center of the lowermost bearing, neither flinger disc nor other application methods would be needed. For adequate cooling and lowest possible frictional drag, one would use an ISO Grade 32 premium synthetic lubricant. - “Did you ever experiment with different shapes of flinger discs?”(MPP’s designers considered having a curved flinger disc made and opined that curvature will help splash oil directly onto the bearing.)
You are correct, and you would design the disc with geometry and dimensions that would allow lowering the oil level and designing the flinger disc for splash action. Keeping the level below the lowermost bearing ball will reduce the frictional heat generated. - “Understanding that the oil splash (or flowrate) decreases with speed when using a flinger disc, MPP also considered adding holes in the disc to provide additional oil splash. What are your thoughts on this?”
Plan B on his design should be to use only two rear bearings with an oil splash or bath. Suppose the third bearing would be required, MPP might opt for an oil mist system. Houston-based T.F. Hudgins can provide self-contained oil-mist or oil-spray systems per Ref. 1. Their “ADIOS” (Air Driven Intermittent Oil Spray) assembly either fits in, or attaches to, process-pump-bearing housings. A detailed schematic and relevant description can be found in Ref. 1. - “Regarding the old Bloch-TRICO Mfg. Company flexible-flinger-disc development, does anyone still make these?” (XYZ had called TRICO and learned that the company no longer offered the flexible-disc flinger.) “Do you know if these flexible discs were not profitable or were there issues with reliability?”
Flexible flinger discs were developed to fold like an umbrella and snap open after insertion into bearing housings with openings/bores slightly smaller than the disc diameter. TRICO later discontinued this product for reasons of economics. It was found that inexpensive plastic discs that allow high peripheral speeds will not deflect much, and the ones that allow much deflection will not allow high peripheral speeds. In contrast, contoured metal discs like the straight one shown in Fig. 1 (below) are found in a number of thoroughly engineered pumps. Usually made from stainless steel, flinger discs are in relatively wide use in Europe and are recognized as requiring different contours for particular pump models, sizes, or shaft speeds. Partially immersed in the lube oil, a number of variables interact and guide what contour and geometry to select. The wrong contour will agitate and shear the oil—it can cause temperature increases and thinning of the oil. But the idea of “curved” discs will sooner or later force laymen to rediscover the laws of physics. Granted, a droplet of oil moving towards the tip of a quasi “Rotating Frisbee” will have a small and desirable axial velocity component. However, gravity will see to it that centrifugal force–and thus the radial component–predominates. Putting it bluntly, our hopes and expectations are (again) overruled by the immutable laws of physics. Sir Isaac Newton will be proven right.
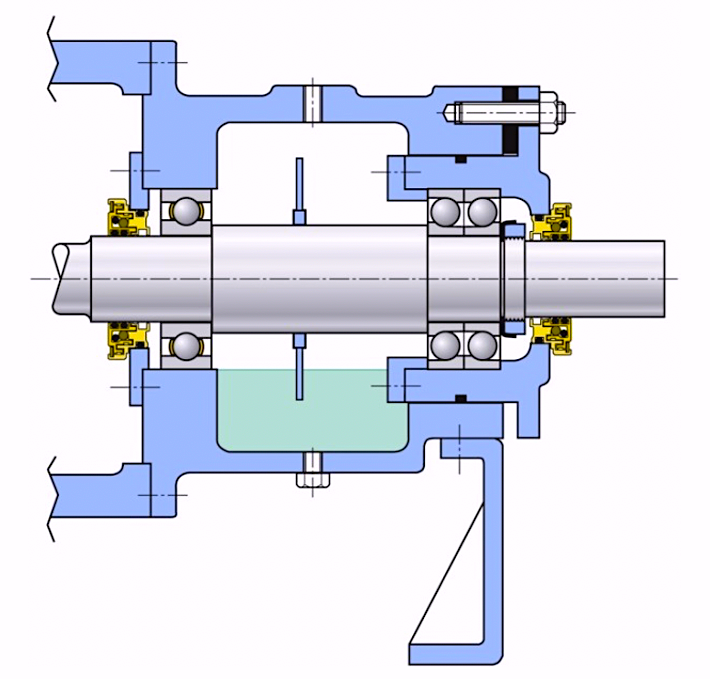
Fig. 1. Bearing housing equipped with a finger disc (per Ref. 1).
Regrettably, many U.S. users (and a few manufacturers) put considerable faith in the “one size fits all” approach. The “one size fits all” approach is also found in many oil rings—perhaps the lowest cost and least reliable means of transporting oil from a static sump into sets of bearings. Of course, technically superior well-engineered flinger discs require locating the bearings in a removable cartridge, which increases the initial cost of the pump. This approach is shown in Fig. 1. It has been used by several European pump manufacturers for many decades. Needless to say, this approach has proved to pay for itself in a very short time. Still, when all is said and done, the oil-mist lubrication method shown in Ref. 1 is ranked at the top of best available lube application methods for equipment with rolling element bearings. Six decades of use and an estimated 160,000 pumps and 56,000 electric motors so equipped attest to that fact.TRR
Editor’s Note: Click Here To Download A Full List Of Heinz Bloch’s 24 Books
ABOUT THE AUTHOR
Heinz Bloch’s long professional career included assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. A recognized subject-matter-expert on plant equipment and failure avoidance, he is the author of numerous books and articles, and continues to present at technical conferences around the world. Bloch holds B.S. and M.S. degrees in Mechanical Engineering and is an ASME Life Fellow. These days, he’s based near Houston, TX.
Tags: reliability, availability, maintenance, RAM, process pumps, bearings, bearing housings, flinger discs, oil mist

