In 2010, an independent study was conducted at Dreisilker Electric Motors (Glen Ellyn, IL) to compare field-efficiency-testing methods to laboratory methods. Investigators used the U.S. Department of Energy (USDOE) MotorMaster Plus 4.0 (MMPlus) and a commercial ESA (Electrical Signature Analysis) data collector and compared them to some IEEE Std. 112 Method B test results from several motors on a calibrated dynamometer. This study followed up on one that was conducted in 1999 by the Washington State Energy Extension Center (WSU). That 1999 WSU research found the efficiency results from MMPlus to be roughly equivalent to IEEE Std 112 Method B testing.
This week’s article focuses on the findings of the 2010 Dreisilker research, which found results much like those in the USDOE-funded WSU project. In the Dreisilker study, the comparison was across three identical 150-hp electric motors.
For a bit of background, note that the introduction of MMPlus in 1995 provided a third-party verification resource for the implementation of electric-motor and related energy retrofits. By 1997, the software included ORMEL 96, the Oak Ridge National Labs algorithm discussed in Part I of this series [Part I, Field Efficiency-Testing Of Electric Motors | THE RAM REVIEW].
ORMEL 96 was a much-needed method for comparing motor efficiencies at other than 100% load. The 1999 WSU study (titled “In-Service Motor Testing”) found that ORMEL 96 was within 0.2% of full-load efficiency compared to the IEEE 112 Method B results.
Starting in 1999, various manufacturers of ESA devices included licensed copies of MMPlus with their technologies. A consortium of instrument companies and motor-repair shops also funded modifications to the software for evaluating motors by condition. MotorMaster Plus information can be found at Motor Systems Assessment Training, Including Use of the Motor Systems Tool Suite (energy.gov).
The IEEE Std. 112 Method B evaluation involves a series of tests to segregate machine losses, (including core; stator- and rotor-core; friction and windage; and stray-load losses). Such tests take several hours and require a dynamometer and high-quality power source.
Each of the three motors used in the research at Dreisilker, i.e., identical 150-hp, vertical, 1780 rpm, 60Hz, 460 Vac, 167-Amp, solid-shaft machines, required a full day of testing. They were mounted horizontally for the test as shown in Fig. 1.

Fig. 1. Load-test setup for 150-hp electric machines with
a 300-hp water-cooled eddy-current clutch dynamometer.
The tests were run over three days. Results identified some specific differences between the three machines. Retesting was performed on the first machine on a fourth day to provide verification of results.
The results shown in Table I were unexpected, as these machines had a guaranteed efficiency rating of 95% at full load. Modifications were made later to reduce friction and windage to obtain the difference.
 Table I. IEEE 112 Method B results using commercial ESA for data.
Table I. IEEE 112 Method B results using commercial ESA for data.
The ORMEL 96 method was tested using MMPlus and two commercial ESA instruments with the EMPATH software system containing ORMEL 96 algorithms. The MMPlus results were within 0.1% of the commercial-tester results shown in Table II.
The data for the IEEE 112 Method B tests, including voltage, current, watts, rpm, and power factor, were from the same commercial ESA instruments. The nameplate efficiency and power factors were not entered, so the curves used were generic ORMEL curves, as identified in the USDOE document Determining Electric Motor Load and Efficiency (energy.gov).
 Table II. ORMEL using commercial ESA results (margin of error +/- 0.1%).
Table II. ORMEL using commercial ESA results (margin of error +/- 0.1%).
When the data uses the default curves in the software, the results show as in Table II and Figs. 2, 3, and 4 (below).
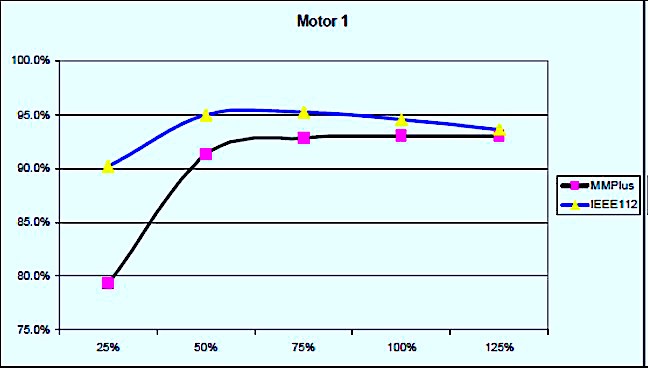
Fig. 2. Motor 1 Comparison IEEE 112 method B to MMPlus default efficiency curves.
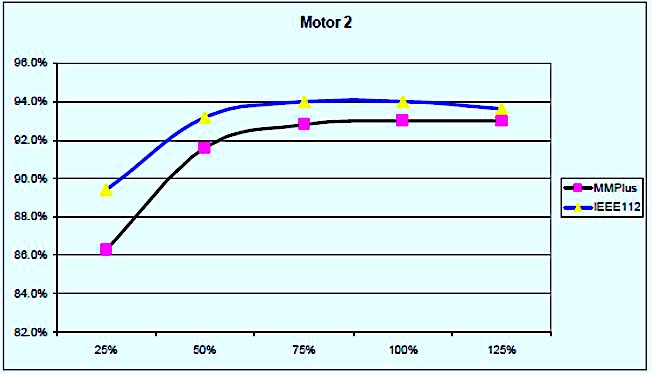
Fig. 3. Motor 2 Comparison IEEE 112 method B to MMPlus default efficiency curves.
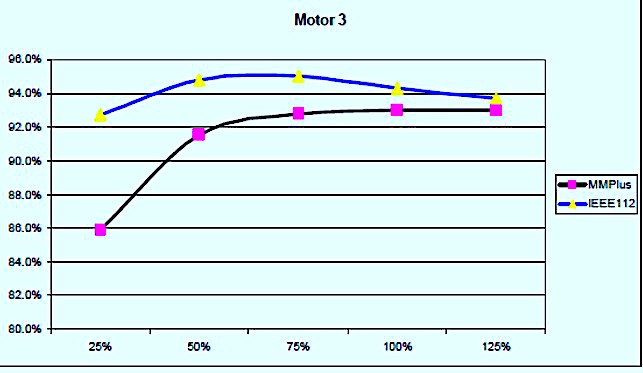
Fig. 4. Motor 3 Comparison IEEE 112 method B to MMPlus default efficiency curves.
It was noted in the MMPlus and commercial-tester dataset that if the motor efficiency and power factor were included as part of the nameplate, the full-load efficiencies were almost identical for Motor 1, as shown in Fig. 5. (During this test, the motor was at ~95% load which, as shown in the Fig. 2 curve, would have been 95% efficiency).
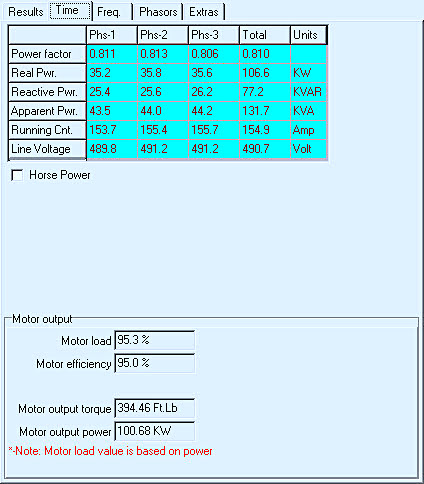
Fig. 5. Efficiency of 150-hp motor at 95.3% load and correct nameplate data entered.
It was also noted that the efficiencies were accurate when loading on the motors was between 50% and 125%, with the data being virtually identical (within +/- 0.1%) at 100% load and within +/- 0.2% across the range over 50%.
The MMPlus system uses efficiency-curve algorithms to approximate an average efficiency curve based upon provided data at different load points and adjusts based upon operating characteristics and power factor. The ORMEL 96 version in the commercial-instrument software provided data that can be used for comparisons with some deviation, due to operating conditions such as phase unbalance, power harmonics, and other power-quality conditions.
In practice, observing modification to such things as power factor that cannot be associated with changes in power quality, conditions such as failing mechanical components and poor repair practices can be readily identified. Note: To get accurate results, the motor nameplate efficiency and power factor must be used in these calculations, as they are regulated. Motor catalogs and literature are not regulated and can deviate from the actual data required.
The benefit to the methodology, however, is that if the motor efficiency is based upon JAE or similar standards, which normally result in an ~1% nameplate efficiency advantage, the curve will be maintained for that efficiency rating. While MMPlus is no longer on the market, the replacement for the USDOE software called MEASUR has some of the calculators required for independent tests (see The RAM Review article Reliability & Maintenance Opportunities: (Part 4) Leveraging USDOE’s Energy Assessment Tools | THE RAM REVIEW and USDOE link: https://www.energy.gov/eere/amo/software-tools).
Modern ESA testers can provide rough efficiency results that are very accurate in loads over 50%. This capability allows users to validate the efficiency of a motor in operation as part of an ESG program or when making repair-versus-replace decisions. The efficiency also can be used as part of motor-repair validation and in the determination of impact related to reliability defects.
In Part III of this series, we’ll cover how to estimate efficiency with simple voltage and current measurements and other options.TRR
ABOUT THE AUTHOR
Howard Penrose, Ph.D., CMRP, is Founder and President of Motor Doc LLC, Lombard, IL and, among other things, a Past Chair of the Society for Maintenance and Reliability Professionals, Atlanta (smrp.org). Email him at howard@motordoc.com, or info@motordoc.com, and/or visit motordoc.com.
Tags: reliability, availability, maintenance, RAM, energy efficiency, electric motors, Electrical Signature Analysis, ESA, U.S. Department of Energy, USDOE, energy.gov, IEEE 112-2017, ORMEL 96, MEASUR software

